Uutuutena sylinteriryhmien poraus- ja hoonaus palvelu!
Palveluni on laajentunut alkuvuodesta 2024 sylinteriryhmien poraus- ja hoonauspalvelulla (Huom! Ei V-moottorit). Hankkimani laitteisto on nykyaikaisinta huipputekniikkaa omaavat CNC-sylinteripora ja tasokone, sekä prosessoriohjattu sylinterihooni. Nämä italialaisvalmisteiset Comec-merkkiset laitteet edustavat alansa huippua. Lisäksi palveluni kattaa sylinterien pinnanlaadun tarkastelun profilometrillä (Mitutoyo SJ-210), jonka avulla sylinterien hoonauksen pinnanlaatu voidaan tehdä juuri asiakkaan moottorin käyttötarkoitusta ja esim. moottorissa käytettävää polttoainetta silmällä pitäen. Asianmukainen pinnanlaatu mahdollistaa minimaalisen ohivuodon, pienentää moottorin sisäistä kitkaa ja vähentää sylinterien ja männänrenkaiden kulumista.
Pienempi ohivuoto + Pienempi kitka = Lisää Voimaa!
Jos pinnanlaatu aihe kiinnostaa sinua, niin Total Seal Piston Rings:illa on mukavasti aiheeseen liittyviä teknisiä videoita heidän Youtube kanavalla:
Lisäksi olen koonnut kattavan tietopaketin sylinterin hoonauksesta alle.
Palveluiden hinnat löytyvät Palvelut ja Hinnat sivulta.
{kind=link}

Comec ACF 200 CNC sylinteripora ja tasokone
{kind=link}
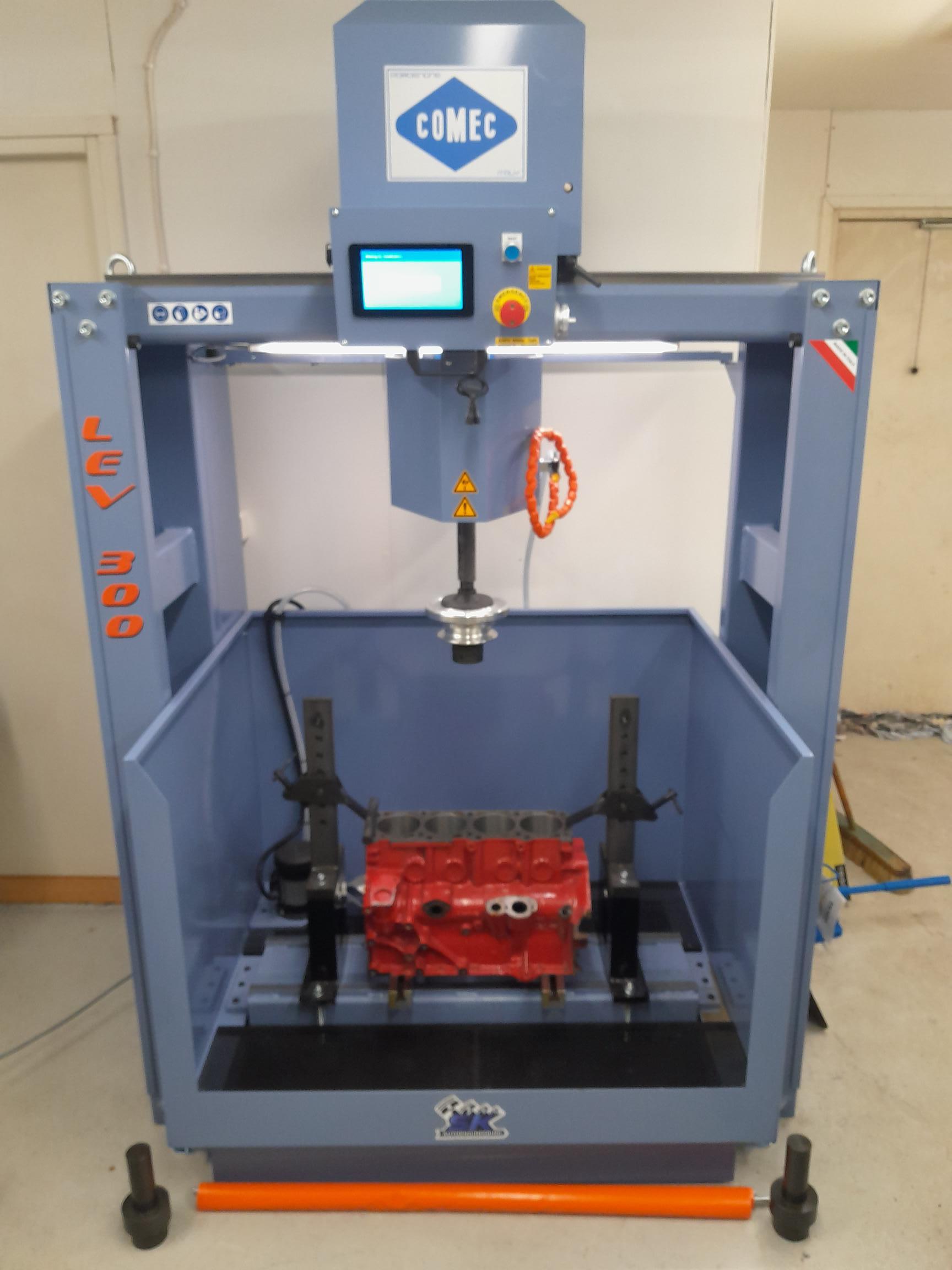
Comec LEV-300 CNC-ohjattu hoonauskone
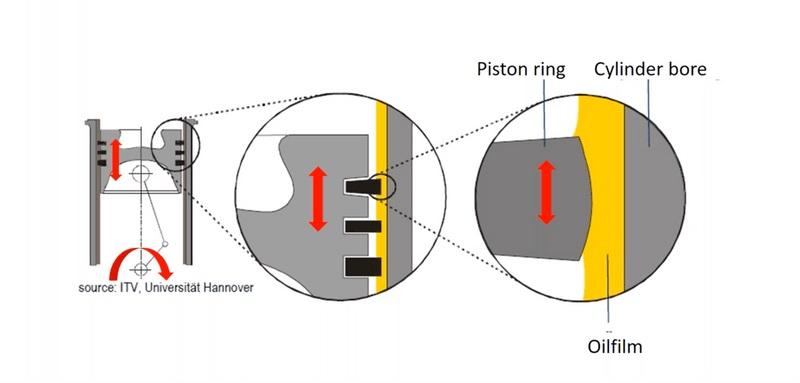
Öljy on sylinterin ja männänrenkaan välinen tiiviste!
Onko hoonauksen pinnanlaadulla väliä? Eikö sylinterin sileä pinta ole paras mahdollinen ratkaisu vähentämään kitkaa ja kulumista? Vastaus ensimmäiseen kysymykseen on Kyllä ja jälkimmäiseen Ei. Miksi näin? Koska sylinterin seinämät tarvitsevat karheutta säilyttämään öljyn paremmin pinnoillaan. Mitä tekemistä tällä on moottoriöljyn kanssa? Mikroskooppiset pinnan vaihtelut, huiput ja laaksot ovat myös sylinterin seinämissä, männänrenkaissa ja männänrenkaiden urissa. Moottoriöljyn tehtävä on täyttää nämä laaksot ja peittää huiput. Moottoriöljy toimii tiivisteenä, joka tiivistää nämä komponentit yhteen. Öljy siis toimii tiivisteenä auttamaan männänrenkaita tiivistymään sylinteriin ja vähentämään kitkaa.
{kind=link}
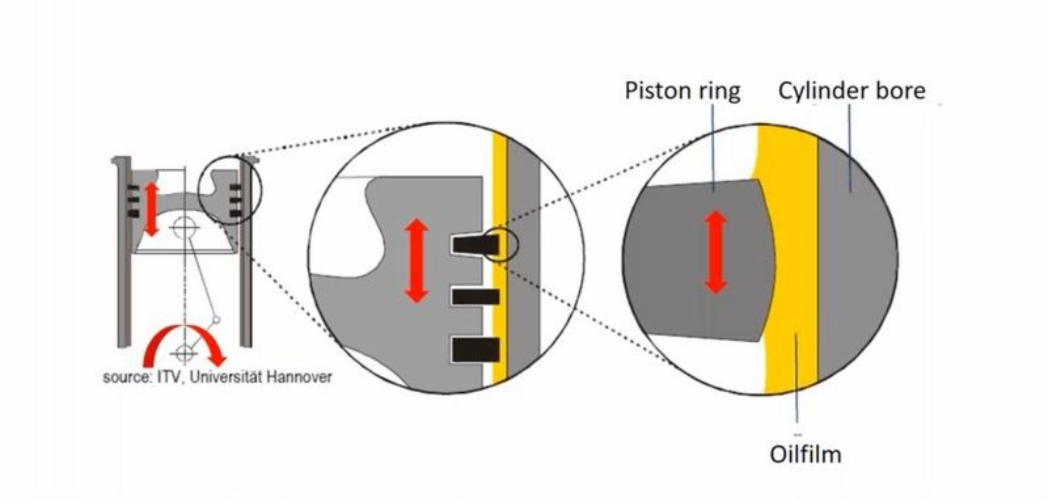
Öljykalvo sylinterin seinämässä. Kuvan lähde Total Seal®/ITV, Universität Hannover
Mitä jos pinnasta tehdään mahdollisimman sileä? Männänrengas valmistaja Total Seal® on kokenut tämän omakohtaisesti, kun NASCAR- ja NHRA ProStock -tiimit alkoivat kokeilla peilin sileitä sylintereiden pintakäsittelyjä. Ajatuksena oli vähentää kitkaa, mutta nämä erittäin sileät sylinterit eivät pitäneet tarpeeksi öljyä paikoillaan. Tämän seurauksena ohivuotojen ja palokaasujen läpipuhallus lisääntyi ja kampikammion alipaine väheni.
Lisäksi liian sileä hoonaus pinta kuluu heikon voitelun takia lyhyessä käyttöajassa lähes peiliksi, varsinkin sylinterin painepuolelta. Silloin männänrenkaat saattavat aiheuttaa pientä kiinnileikkautumista, joka ilmenee pitkinä naarmuina sylintereiden kiillottuneiden kohtien seinämissä. Nämä mikroleikkaantumiset aiheuttavat palokaasujen ohivuotoa männänrenkaiden ohi kampikammioon. Näin ollen kaikki männänrenkaiden ohi vuotavat palokaasut ovat pois myös kampiakselitehosta, sekä aiheuttaa öljytilaan lisää lämpöä.
{kind=link}
Profilometrin mittaustulos liian sileästä hoonauspinnasta.
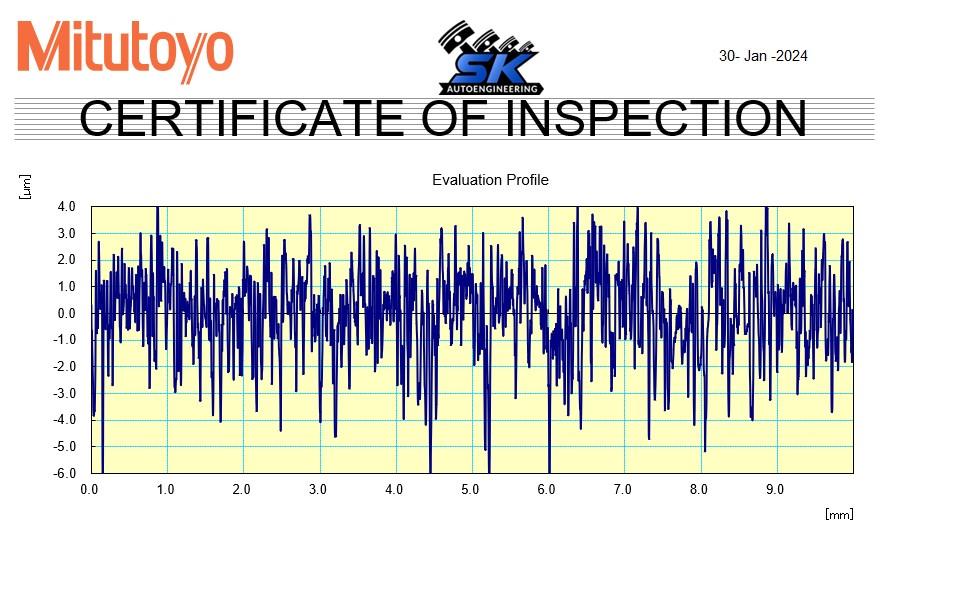
Perinteiset hoonaus- ja viimeistelytekniikat jättävät yleensä karheamman pinnan, mikä pitää hyvin
öljyä, mutta käytössä kuluessaan pintojen karheus voi aiheuttaa männänrenkaiden nopean kulumisen erityisesti pehmeämmällä molybdeenipintaisilla männänrenkailla. Lisäksi sylinterin pinta kuluu ja muodostaa öljyn sekaan hienojakoista metalli pölyä, joka kuluttaa moottoria myös muilta osin. Kokemusperäisesti tämä hienojakoinen metallipöly kertyy öljypohjaan ohueksi harmaaksi kerrokseksi. Kuluminen lisääntyy huomattavasti eteenkin, jos moottoria käytetään alkoholipohjaisilla polttoaineilla.
{kind=link}
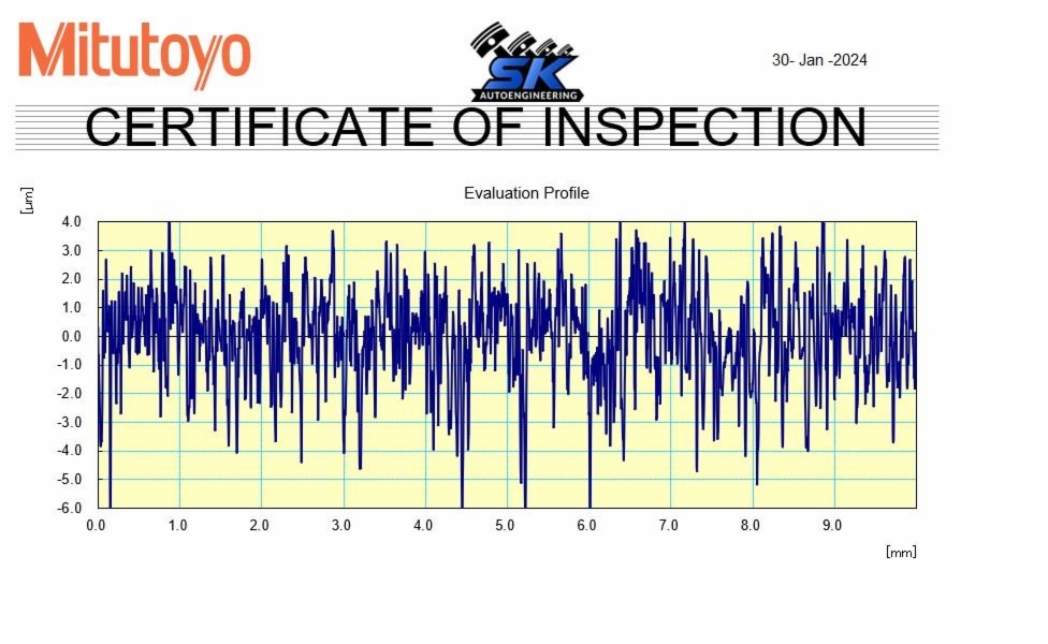
Profilometrin mittaustulos liian karkeasta hoonauspinnasta.
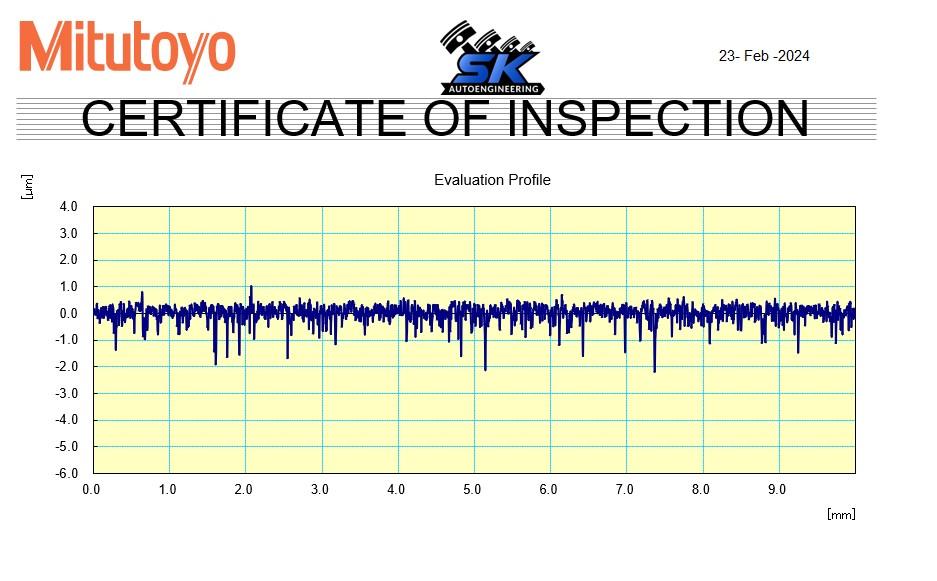
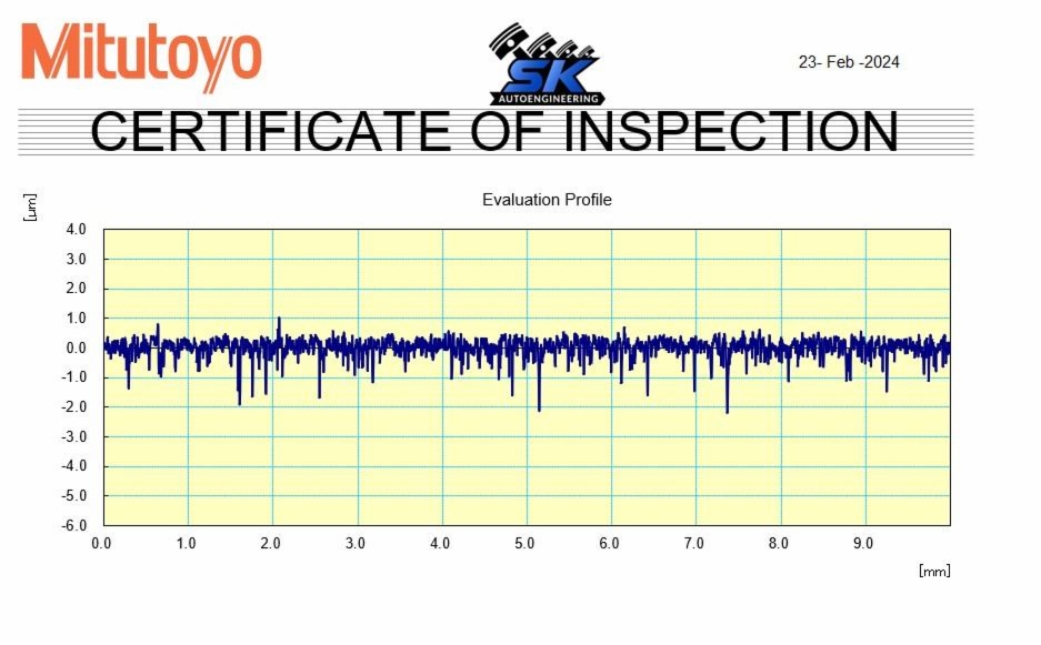
Parhaaseen lopputulokseen päästään, kun sylinterin pinta viimeistellään oikein. Päältä sileä ja karkea pohja hoonauksessa varmistaa öljyn paikollaan pysymisen. Tätä menetelmää kutsutaan yleisesti Plateau-viimeistelyksi. Mitä enemmän polttoainetta moottori kuluttaa sykliä kohden, sitä enemmän öljyä on pyrittävä säilyttämään sylinterin seinämien urissa/laaksoissa. Miksi? Koska männänrengas on voideltu komponentti, ja oikea voitelu on sitä, että oikea öljy (tyyppi ja viskositeetti) on oikeassa paikassa, oikeaan aikaan ja oikea määrä. Sylinterin seinämään jäänyt öljy voitelee sekä männänrenkaan että pitää sen tiiviinä. Polttoaine laimentaa öljyä ja voi huuhdella öljyn pois sylinterin seinämistä. Kun näin tapahtuu, niin ohivuoto lisääntyy ja männän-renkaat/sylinterit kuluu. Näin ollen sylinterin pintoihin tarvitaan enemmän uria/laakson syvyyttä öljyn säilyttämiseksi pinnoilla, kun polttoainetta kulutetaan enemmän. Esimerkiksi ahdettu etanoli -moottori tarvitsee syvemmän pinnan karheuden RvK:n (laakson syvyys) kuin bensa -moottori koska, Etanoli-moottori käyttää tyypillisesti enemmän polttoainetta, kun bensa -moottori. Syvemmät laaksot säilyttävät pinnoilla enemmän öljyä kompensoimaan lisääntynyttä polttoaineen huuhtelua. Syvempien laaksojen lisäksi kehittyneet männänrengasmateriaalit ja pinnoitteet voivat myös parantaa männänrenkaiden tiiveyttä ja pidentää moottorin käyttöikää. Käyttämällä nyky-aikaisia poraus- ja hoonauskoneita, sekä laadukasta pinnalaatumittaria päästään parhaaseen mahdolliseen ja toivottuun lopputulokseen myös pinnanlaadun osalta. Nykyaikaiset männän-rengasmateriaalit ja oikea pinnanlaatu luovat yhdessä tehokkaamman ja kestävämmän moottorin. Suurena osana tästä tehokkuudesta tulee moottoriöljyn muodostamasta "tiivisteestä" männän-renkaiden ja sylinterin välille, joten kun seuraavan kerran rakennat moottoria, mieti miten paras mahdollinen tiiveys moottorillesi rakentuu.
{kind=link}

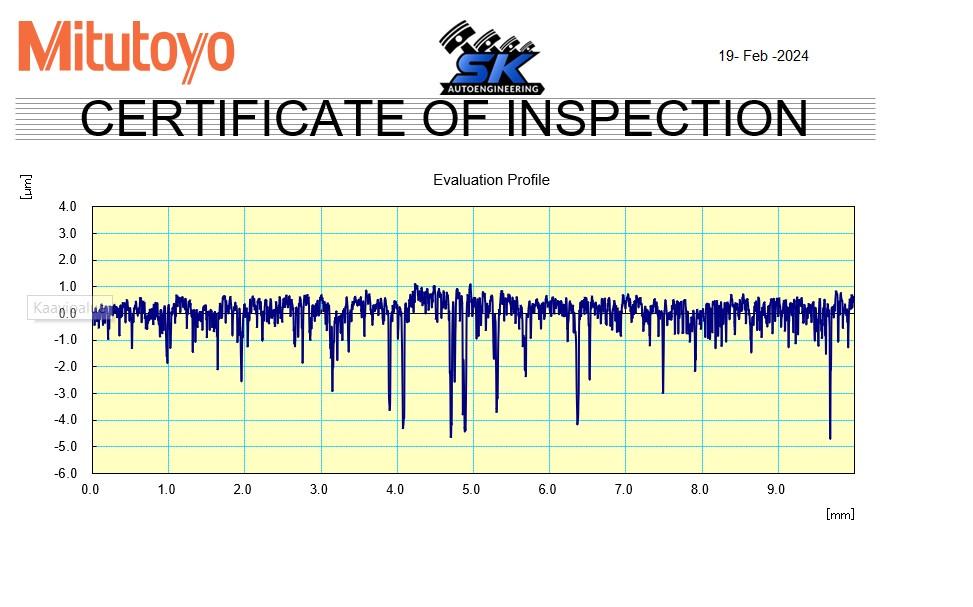
Profilometrin mittaustulos hyvästä hoonauspinnasta.
Pinnanlaadun mittaus profilometrillä
Ilman sylinterinpinnan viimeistelyä mittaavaa profilometriä on mahdotonta todeta sylinterin oikeaa pinnanlaatua, koska silmäsi ei pysty näkemään µm (micrometri) arvoa. Profilometri on tarkkuus-mittauslaite, joka pystyy jäljittämään pinnan ominaisuudet 0,001µm (micrometrin) tarkkuudella. Profilometri mittaa pinnanlaatua vetämällä timanttikärkistä mittapäätä sylinterin seinämää pitkin n. 10mm:in matkalla. Mittari on kytketty tietokoneeseen, joka näyttää mittausdatan ja tarpeellisiksi valittujen parametrien arvoja. Valitut arvot ovat karkeuden keskiarvo (Ra), pelkistetty piikien korkeus (Rpk), ytimen epätasaisuus (Rk), pelkistetty laakson syvyys (Rvk).
{kind=link}

Hoonauksen pinnanlaadun mittaus Mitutoyo SJ-210 profilometrillä.
{kind=link}
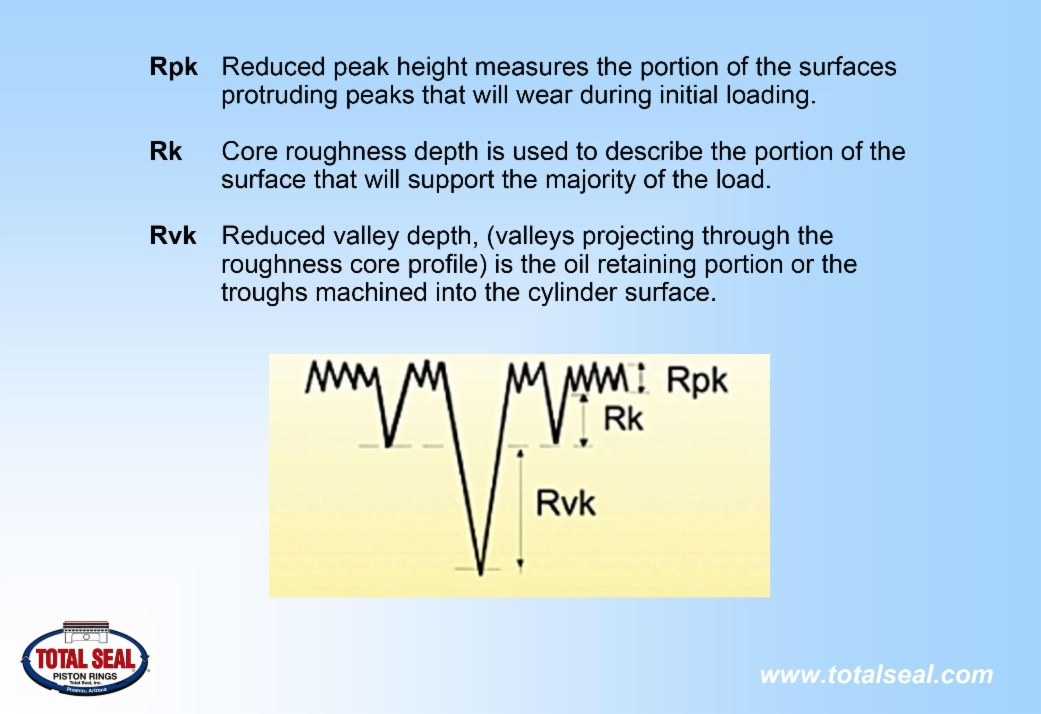
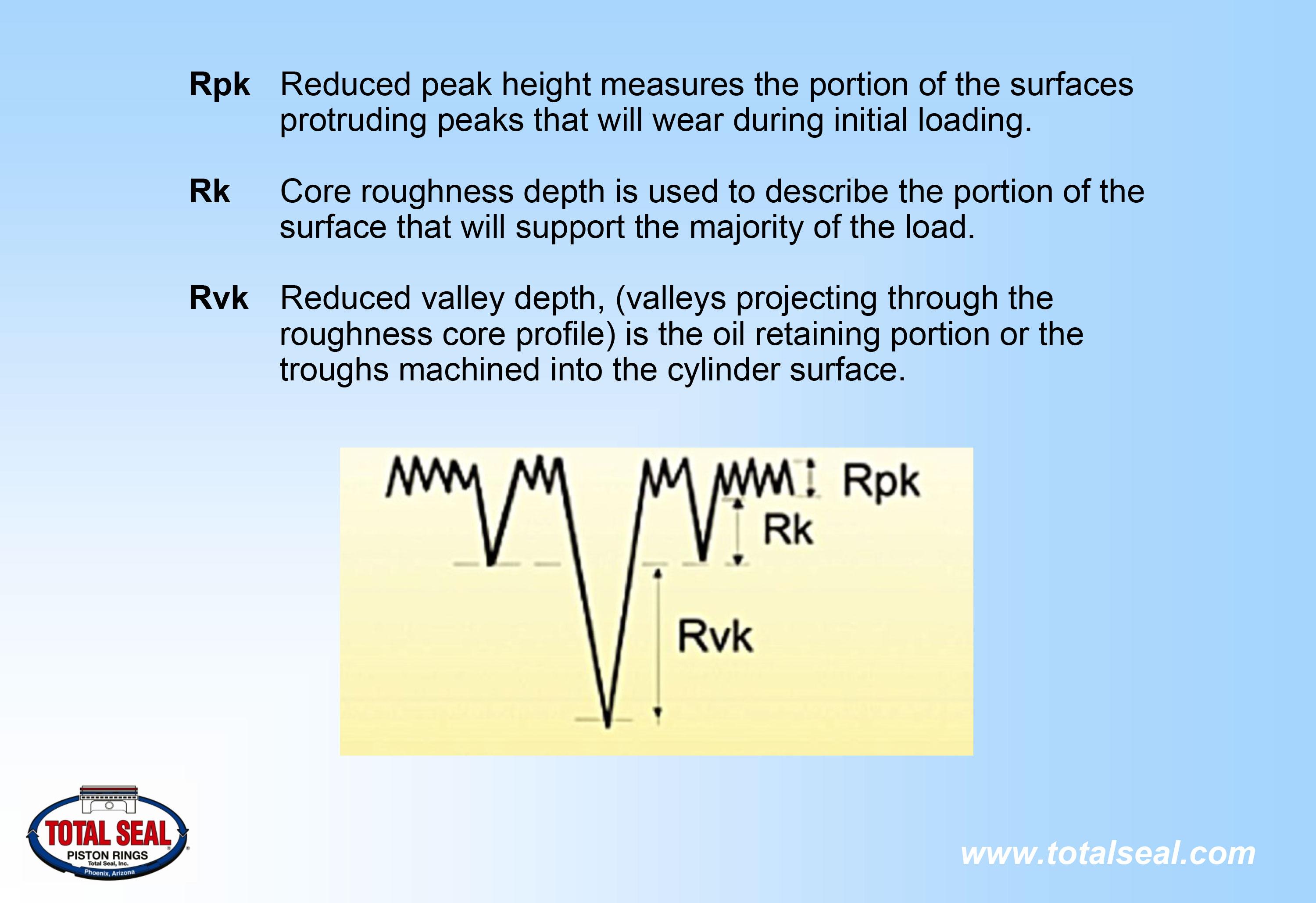
Pinnanlaadun parametriarvojen selitykset. Kuvan lähde Total Seal®
Hoonauksen ristikulma
Hoonauksen ristikulmalla tarkoitetaan hoonauksen kuviota, joka on seurausta hiontakivien pyörimisestä ja ylös/alas liikkeen suhteesta. Alas meno antaa yhden kuvion ja ylös tulo toisen. Näiden iskujen välinen kulmasuhde muodostaa hoonauksen ristikulman. Se on seurausta iskun nopeudesta yhdistettynä pyörimisnopeuteen.
Hoonauksen ristikulma voi vaihdella sovelluksen mukaan. Ristikulma vaikuttaa esimerkiksi männänrenkaan pyörimisnopeuteen urassaan jos ristikulma on liian jyrkkä, männänrenkaat voivat pumpata öljyä palotilaan ja pyöriä liian nopeasti, mikä saattaa johtaa männänrenkaan nopeam-paan kulumiseen ja männän rengasuran kulumiseen. Vastaavasti liian loiva ristikulma voi aiheuttaa männänrenkaille tärisevän vaikutuksen ja kun rengas kulkee laakson yli, se estää rengasta saamasta kunnollista voitelua uudelleen, mikä johtaa liialliseen renkaan kulumiseen. Lisäksi liian loiva ristikulma voi aiheuttaa korkealle pyörivässä moottorissa ylimääräisen öljyn pakkautumista männänrenkaisiin ja aiheuttaa renkaan tiivistykseen ongelmia.
{kind=link}
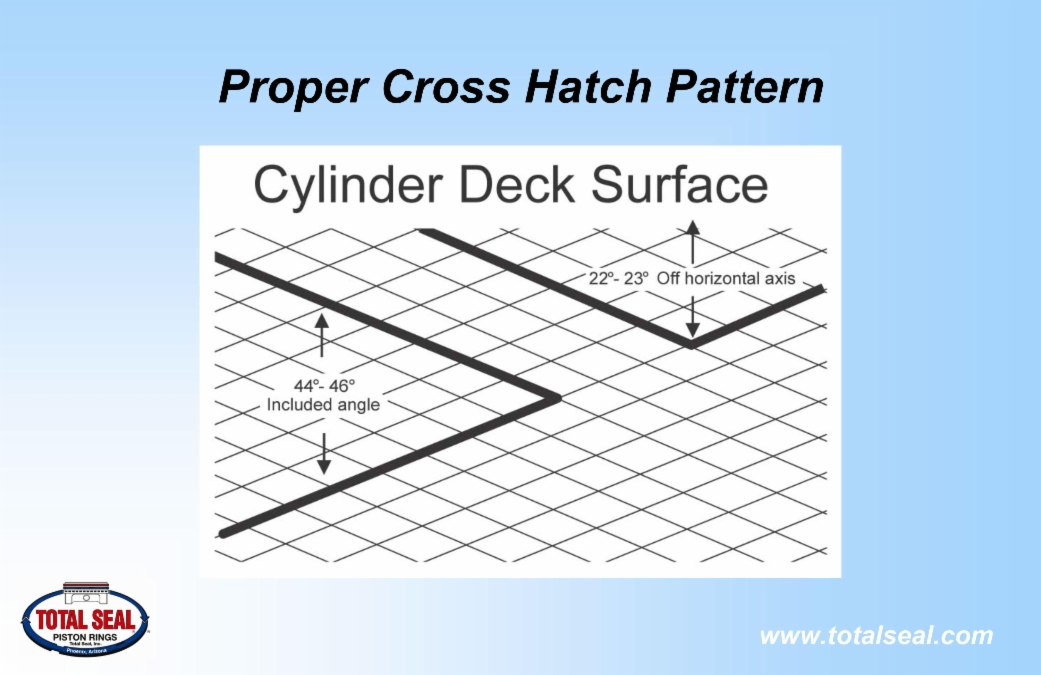
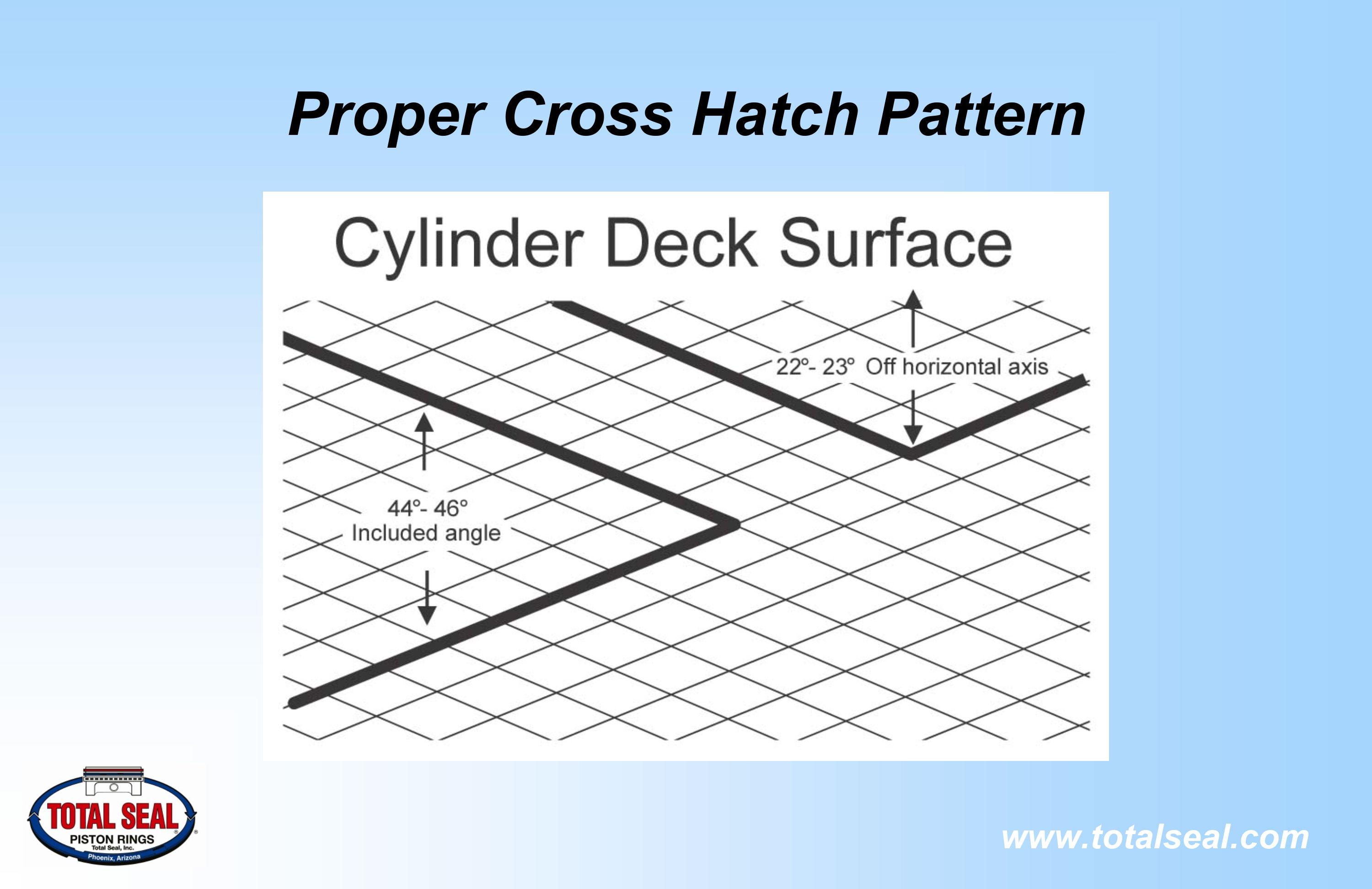
Hoonauksen ristikulma. Kuvan lähde Total Seal®
Yleensä 45º hoonauksen ristikulma toimii monissa moottoreissa erittäin hyvin. Esim. jos kilpa-moottorin männän nopeus on suuri, niin kannattaa ristikulmaa hieman suurentaa. Ristikulma on tärkeä moottorin suorituskyvyn kannalta. Se vaikuttaa oleellisesti moottorin ohivuotoihin ja
öljynkulutukseen. Nykyaikainen hoonauskone mahdollistaa ristikulman automaattisen syöttämisen ja antaa luotettavan lopputuloksen. Hoonauksen ristikulman mittaus voidaan suorittaa kuvaamalla sylinterin pinta ja tarkastamalla kulma esim. CAD-ohjelman avulla.